AWS: E71T-9C-J, E71T-9M-J, E71T1-C1A4-CS1-H16, E71T1-M21A4-CS1-H16 Flux-cored (FCAW-G) Wire is an overall performer - from excellent feedability to good arc performance.
AWS: E71T-9C-J, E71T-9M-J, E71T1-C1A4-CS1-H16, E71T1-M21A4-CS1-H16
Bridge, ship, barge or offshore drilling rig construction
General fabrication
Machinery fabrication
Structural fabrication
Typical Applications
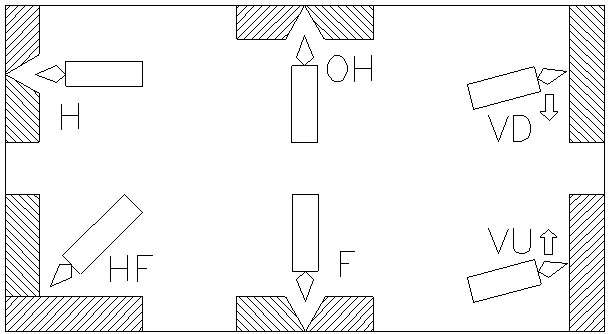
Welding Positions
All except vertical down
Shielding Gas
100% CO2|Mixed Shielding Gas
Welding Positions
Features
Dual classified for both 100% CO2 and 75% Argon / 25% CO2 mixed gas
Charpy V-Notch impact toughness tested to -40°C (-40°F)
High travel speeds
Spray like transfer with minimal spatter
Rod based manufacturing for industry leading wire stiffness and feedability
Increased rigidity allows for easy manual break-off
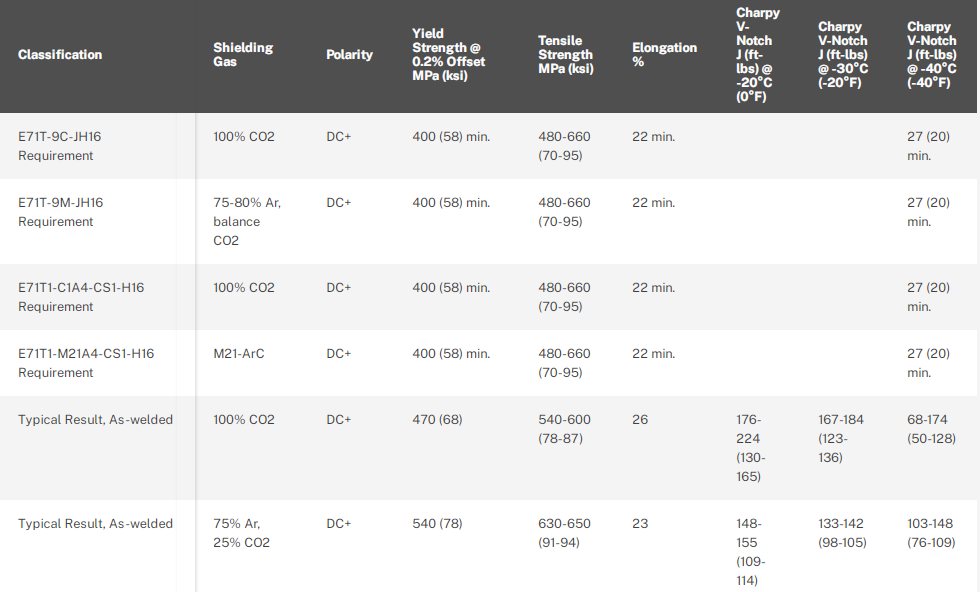
MECHANICAL PROPERTIES
DEPOSIT COMPOSITION
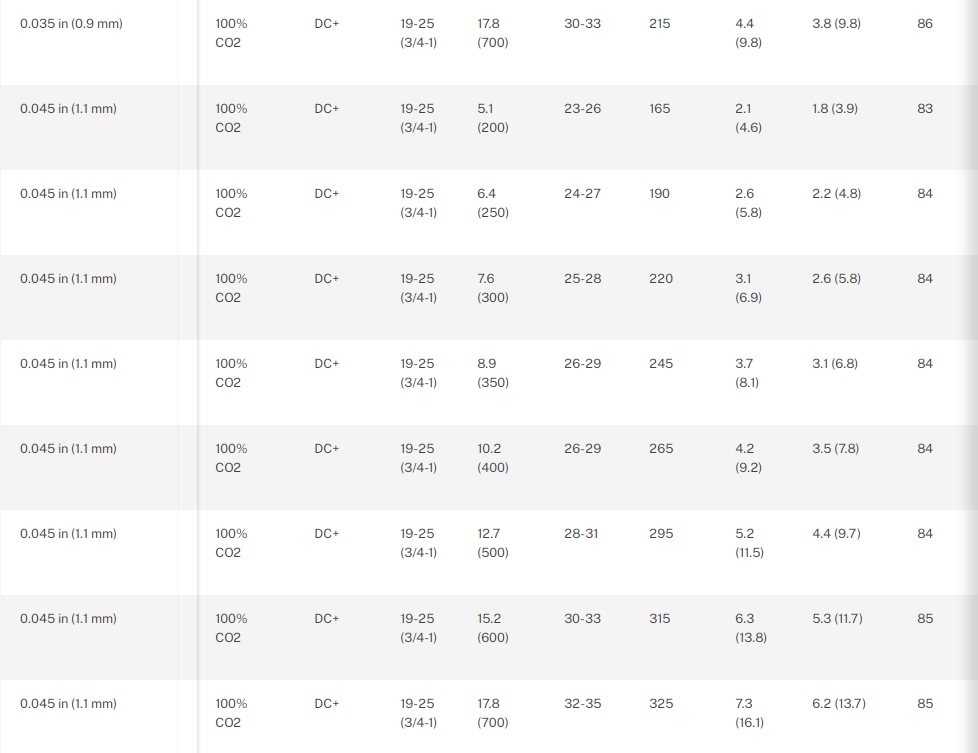
TYPICAL OPERATING PROCEDURES
NOTES
⁽¹⁾ When welding under mixed gas, decrease voltage.
⁽²⁾ To estimate ESO, subtract 1/4 in. (6.0 mm) from CTWD.
CONFORMANCE
CONFORMANCES SPECIFICATION CLASSIFICATION
AWS AWS A5.20 E71T-1C-J, E71T-1C-JH16, E71T-1M-J, E71T-1M-JH16, E71T-9C-J, E71T-9C-JH16, E71T-9M-J, E71T-9M-JH16
AWS AWS A5.36 E71T1-C1A4-CS1-H16, E71T1-M21A4-CS1-H16
ABS ABS - Part 2 3YSA, 3YSA H15
BV BV - Chapter 5 SA3YH
CWB CSA W48 E491T1-C1A4-CS1-H16, E491T1-M21A4-CS1-H16, E491T-9J-H16, E491T-9MJ-H16
DNV-GL DNV - 2.9 III YMS H10
LR LR - Chapter 11 3YS H15
MIL MIL-E-24403/1D MIL-71T-1C, MIL-71T-1M