AWS A5.1 / ASME SFA5.1 E6013
JIS Z3211 E4313
EN ISO 2560-A - E38 0 R 1 2
Notes on Usage
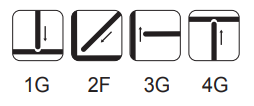
Welding Positions:
① Dry the electrodes at 70~100℃(158~212℉) for 30~60 minutes before use.
② Pay attention not to exceed the range of proper currents.
Applications
AWS A5.1 / ASME SFA5.1 E6013 can be used for welding of machinery, vehicles and light structural steels, and surface dressing of heavy steel structures.
Welding Position
Characteristics on Usage
AWS A5.1 / ASME SFA5.1 E6013 is a low fume, high titania type electrode. Fume generation is about 20% less than
conventional high titania type electrodes and whose usability is excellent in all position welding.
AWS A5.1 / ASME SFA5.1 E6013 is suitable for welding of light structural steels because of its stable arc, shallow
penetration and smooth welding bead.
Current
AC or DC ±