Alambre con núcleo metálico de deposición extremadamente alta diseñado principalmente para aplicaciones automotrices y galvanizadas. La formulación innovadora da como resultado tasas de deposición más altas que el alambre sólido, excelentes capacidades de puenteo de espacios y un depósito de muy alta resistencia que mantiene una excelente ductilidad y resistencia al impacto. Diseñado para usar con polaridad DCEN.
Descripción
Posiciones de soldadura
Alambre de soldadura con núcleo de fundente
Clasificación:
AWS A5.18: E70C-GS
EN ISO 17632-A: T3T Z Z M M20 3, T3T Z Z M M21 3
EN ISO 17632-B: T43 Z TG 0 M20 A-G, T43 Z TG 0 M21 A-G
Alambre con núcleo de metal, blindado con gas, polvo metálico
75-95% Argón (Ar) / Equilibrio de dióxido de carbono (CO2), 35-50 cfh (17-24 l / min)
Electrodo negativo de corriente continua (DCEN) **
FabCOR F6 es adecuado para usar con los modos de voltaje constante (CV) y de forma de onda pulsada (pulso / GMAW-P)
0,035 "(0,9 mm), 0,039" (1,0 mm), 0,045 "(1,2 mm), 1/16 (1,6 mm)
No recomendado
El producto debe almacenarse en un ambiente cerrado y seco y en su embalaje original intacto.
Una sola pasada con gas protector de argón / CO2
• Aceros no aleados y de grano fino
• Aceros galvanizados y cincados
• Automoción y transporte
• Soldadura de una sola pasada
• Aceros revestidos aluminizados
• Recipientes de almacenamiento
• Aceros de calibre delgado (calibre 17 mínimo)
• Fabricación de HVAC
• Vallado y barandilla
APLICACIONES
SISTEMA DE ESCORIA O TIPO DE ALAMBRE
GAS PROTECTOR
TIPO DE CORRIENTE
DIAMETROS ESTANDAR
RE-DRYING
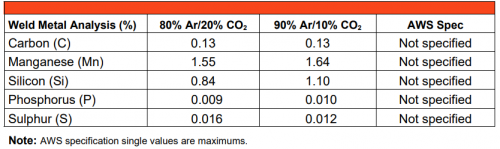
QUÍMICA TÍPICA DEL METAL DE SOLDADURA * (Chem Pad)
CONFORMANCIAS Y APROBACIONES
• AWS A5.18, E70C-GS
• AWS A5.18M, E48C-GS
• ASME SFA 5.18, E70C-GS
• EN ISO 17632-A: T3T Z Z M M20 3, T3T Z Z M21 3
• EN ISO 17632-B: T43 Z TG 0 M20 A-G, T43 Z TG 0 M21 A-G
• Marcado CE según CPR 305/2011
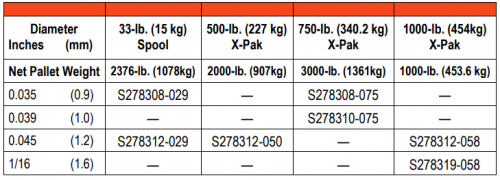
DIÁMETROS Y PAQUETES ESTÁNDAR:
Para obtener una lista completa de diámetros y embalajes, comuníquese con
• Mantener un procedimiento de soldadura adecuado, incluidas las temperaturas de precalentamiento y entre pasadas, puede ser fundamental según el tipo y el grosor del acero que se suelda.
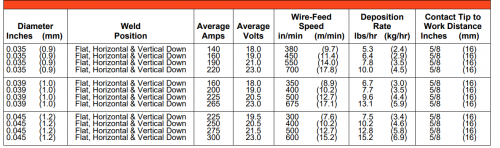
• Las formas de onda de pulso están diseñadas con puntos de operación nominales que pueden resultar en valores promedio de voltaje y corriente que difieren de la tabla anterior. Generalmente, se puede esperar que los procesos de pulso produzcan entradas de calor más bajas que un proceso CV estándar.
• Consulte las tablas anteriores: esta información se determinó mediante soldadura con polaridad negativa de electrodo de corriente continua (DCEN), gas protector 90% argón (Ar) / 10% dióxido de carbono (CO2) con un caudal entre 35-50 cfh (14-24 l / min) y material galvanizado 60G por inmersión en caliente de 1,8 mm. Para las mezclas de gas protector de CO2 más altas dentro del rango recomendado, aumente el voltaje en 1-2 voltios. Las variaciones en la fuente de alimentación de soldadura y las formas de onda pulsadas (si corresponde) utilizadas durante la soldadura pueden causar discrepancias entre el amperaje, voltaje o velocidades de alimentación de alambre reales y enumerados.
ALMACENAMIENTO
CARACTERÍSTICAS Y BENEFICIOS
● Formulado específicamente para la soldadura automatizada y mecanizada de aceros galvanizados.
● Buenas características de arco
● Tasas de deposición más altas que el alambre sólido
● Excelentes capacidades para salvar brechas
● Formulado y diseñado para su uso con polaridad DCEN
● Depósito de soldadura fuerte y dúctil
● Ayuda a minimizar la porosidad mientras mantiene velocidades de desplazamiento muy altas
● Promueve una calidad y apariencia de soldadura constante
● Aumenta la productividad
● Adecuado para aplicaciones automatizadas y mecanizadas.
● Minimiza el riesgo de quemaduras, mejora la tasa de deposición.
● Adecuado para la soldadura de una sola pasada de una amplia gama de aceros al carbono de calibre fino y aceros de baja aleación (HSL A) de alta resistencia
VALORES DE IMPACTO TÍPICOS DE CHARPY V-NOTCH *
PROPIEDADES MECÁNICAS TÍPICAS *