AWS A5.5 E7016-A1
JIS Z3223 E4916-1M3EN 1599 E Mo B 1 2
Notes on Usage
Welding Positions:
1. Dry the electrodes at 300∼350℃ (572~662℉) for 30∼60 minutes
before use.
2. Keep the arc as short as possible, and avoid large width weaving.
3. Adopt back step method or strike the arc on a small steel plate
prepared for this particular purpose to prevent blowholes
at the arc starting.
4. Use the wind screen against strong wind.
Applications
AWS A5.1 E7016 Structures using 490MPa class high tensile steel, bridges, buildings, ship, high pressure vessels, rolling stock and off-shore structures.
Characteristics on Usage
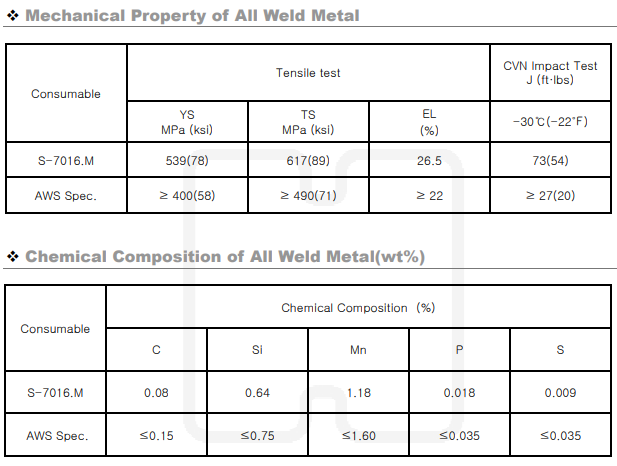
AWS A5.1 E7016 is the most widely used low hydrogen type electrode for all
positions welding of 490MPa class high tensile steel. X-ray performance and mechanical properties of weld metal are excellent. The usability such as arc smoothness, slag detachability and bead
appearance are good and easy to weld in all position.
Mechanical Properties
& Chemical Compositions of all-Weld Metal
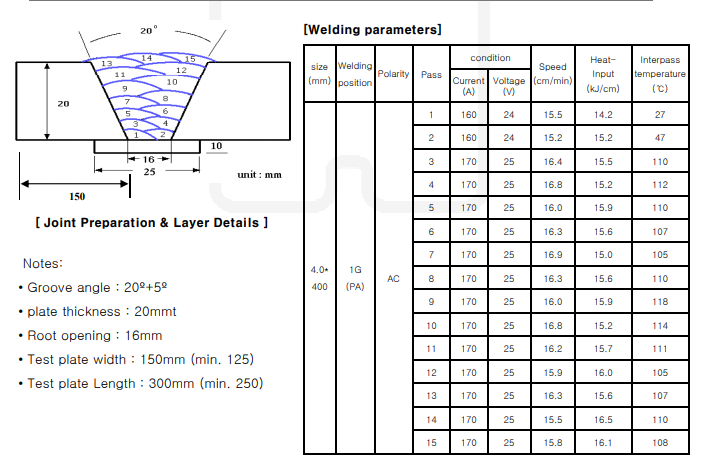
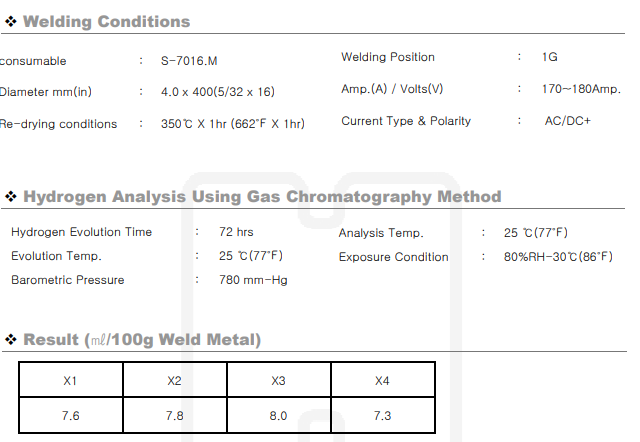
Welding Conditions
Measurement method : AWS A5.1
Diameter mm(in) : 4.0 X 400(5/32 X 16)
Welding position : Flat (1G-PA)
Welding Polarity : AC
Pass & Layers : 15Passes – 7Layer
Interpass Temp. ℃(℉) : 105~175 (221~347)
Test plate : ASTM A36 (groove shape as below)