AWS A5.20 / ASME SFA5.20 E71T-1M/-9M
JIS Z3313 T49 3 T1-1 M A-U H10
EN ISO 17632-A-T 46 3 P M 1
Applications
Building, shipbuilding, bridge construction, machinery, and vehicles.
Characteristics on Usage
Despite welding position, it will get low spatter, soft arc, good bead appearance and excellent weldability with this wire.
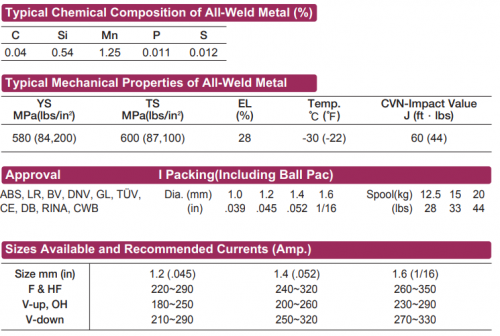
Welding Position Current Shielding Gas
DC + Ar + 20~25% CO₂
Notes on Usage
① Proper preheating(50~150°C)(122~302°F) and interpass temperature must be used in order to release hydrogen which may cause cracking in weld metal when electrodes are used for medium and heavy plates.
② One-side welding defects such as hot cracking may occur with wrong welding parameter such as high welding speed.
③ Use Ar+20~25% CO₂gas.