Highly efficient E70T-1 wire that can increase productivity when welding in deep grooves compared to conventional wires with the same classification
Description
Welding Positions
Flux Cored Welding Wire
Classification:
AWS A5.20: E70T-1C H4, E70T-9C H4
DIFFUSIBLE HYDROGRAN COLLECTED PER AWS A4.3:
Slow-freezing, rutile-type, flux-cored wire
100% Carbon Dioxide (CO2), 35-50 cfh (14-24 l/min)
Direct Current Electrode Positive (DCEP)
5/64” (2.0mm), 3/32” (2.4mm)
Not recommendedSTORAGE: Product should be stored in a dry, enclosed environment, and in its original intact packaging
Deep groove welds, Locomotive frames, Machine tool bases
APPLICATIONS:
SLAG SYSTEM OR WIRE TYPE
SHIELDING GAS
TYPE OF CURRENT
STANDARD DIAMETERS
RE-DRYING
TYPICAL WELD METAL CHEMISTRY* (Chem Pad):
TYPICAL CHARPY V-NOTCH IMPACT VALUES* (As Welded):
TYPICAL MECHANICAL PROPERTIES*:
CONFORMANCES AND APPROVALS:
• AWS A5.20, E70T-1C H4, E70T-9C H4
• AWS A5.20M, E490T-1C H4, E490T-9C H4
• ASME SFA 5.20, E70T-1C H4, E70T-9C H4
• ABS, 100% CO2 E70T-1
• DNV-GL, IV YMS (H5)
• CWB, 100% CO2 E492T-9-H4 (1.6 mm - 2.4 mm diameter electrodes)
STANDARD DIAMETERS AND PACKAGES:
For a complete list of diameters and packaging, please contact
• Maintaining a proper welding procedure - including pre-heat and interpass temperatures - may be critical
depending on the type and thickness of steel being welded.
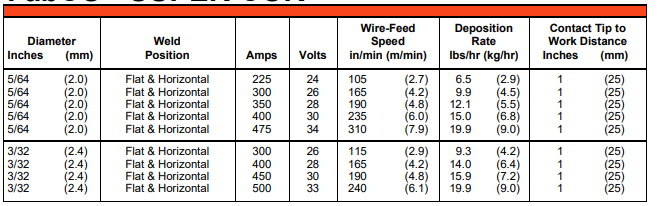
• See Above: This information was determined by welding with 100% CO2 shielding gas with a flow rate between
35-50 cfh (14-24 l/min).