All position flux-cored wire used with mixed gas or 100% CO2 shielding gas in applications where low temperature notch toughness or long stress-relief cycle times are required. Seamless technology provides extremely low hydrogen levels giving more resistance to cracking.
Description
Welding Positions
Flux Cored Welding Wire
Classification:
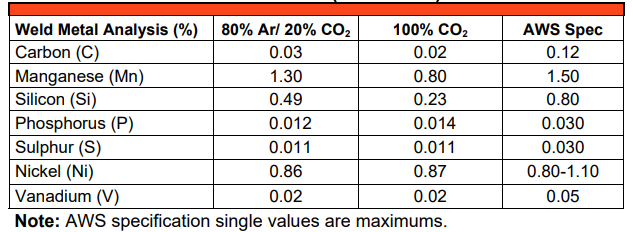
AWS A5.29: E81T1-Ni1C H4, E81T1-Ni1MJ H4
EN 17632-A: T 50 6 1Ni P M 1 H5
Fast-freezing, rutile-type, flux-cored wire
75-85% Argon (Ar)/Balance Carbon Dioxide (CO2), 100% CO2, 35-50 cfh (17-24 l/min)
Direct Current Electrode Positive (DCEP)
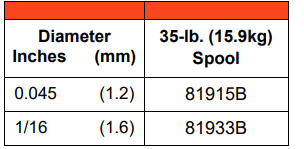
0.045” (1.2 mm), 1/16” (1.6 mm)
Not recommended
Product should be stored in a dry, enclosed environment, and in its original intact packaging.
Single or multiple pass applications with mixed gas or 100% CO2 shielding gas
• Single or multi-pass welding • Structural fabrication • Pipeline
• Heavy equipment • Offshore • General fabrication
• Storage vessels • HSLA steels • Weathering steels
APPLICATIONS
SHIELDING GAS
TYPE OF CURRENT
STANDARD DIAMETERS
RE-DRYING
TYPICAL WELD METAL CHEMISTRY* (Chem Pad)
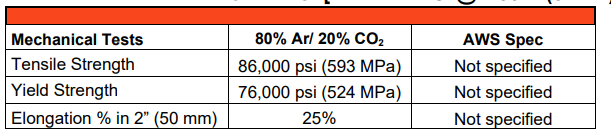
TYPICAL MECHANICAL PROPERTIES*1150°F (621°C)
CONFORMANCES AND APPROVALS
• AWS A5.29, E81T1-Ni1C H4, E81T1-Ni1MJ H4
• AWS A5.29M, E551T1-Ni1C H4, E551T1-Ni1MJ H4
• ASME SFA 5.29, E81T1-Ni1C H4, E81T1-Ni1MJ H4
• EN 17632-A: T 50 6 1Ni P M 1 H5
• Lloyd’s Register, 82% Ar/18% CO2, 5Y46S H5, 100% CO2, 3Y40S H5
STANDARD DIAMETERS AND PACKAGES:
For a complete list of diameters and packaging, please contact
• Maintaining a proper welding procedure - including pre-heat and interpass temperatures - may be critical
depending on the type and thickness of steel being welded.
• See Above: The information above was determined by welding using 80% Ar/20% CO2 shielding gas with a flow
rate between 35-50 cfh (17-24 l/min). When welding using 100% CO2 shielding gas, increase voltage by approximately1-2 volts.
• All positions include: Flat, Horizontal, Vertical Up, and Overhead.
STORAGE
FEATURES AND BENEFITS
●Unique seamless wire manufacturing process
●Seamless wire prevents moisture pick-up and provides a low-hydrogen deposit
●Fast-freezing slag
●Excellent arc stability
●Good low-temperature impact toughness
●Cracked-Tip Opening Displacement (CTOD) tested; data available upon request
●Provides very consistent chemical and mechanical properties
● Minimizes risk of hydrogen cracking, even after considerable atmospheric exposure
●Suitable for all-position welding with a flat bead contour
●Helps produce welds of consistent appearance and quality
●Minimizes risk of cracking in many critical applications
●Weld deposit is able to absorb energy and resist crack formation and propagation
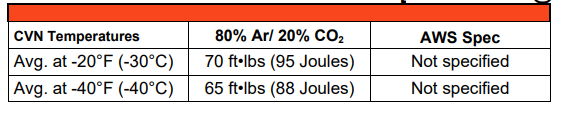
TYPICAL CHARPY V-NOTCH IMPACT VALUES*
INDUSTRIES
Offshore, Pipeline, Pressure Vessels, Heavy Equipment
FAST FREEZING
TYPICAL MECHANICAL PROPERTIES*220°F (104°C)
TYPICAL DIFFUSIBLE HYDROGEN*
TYPICAL CHARPY V-NOTCH IMPACT VALUES*1150°F (621°C)