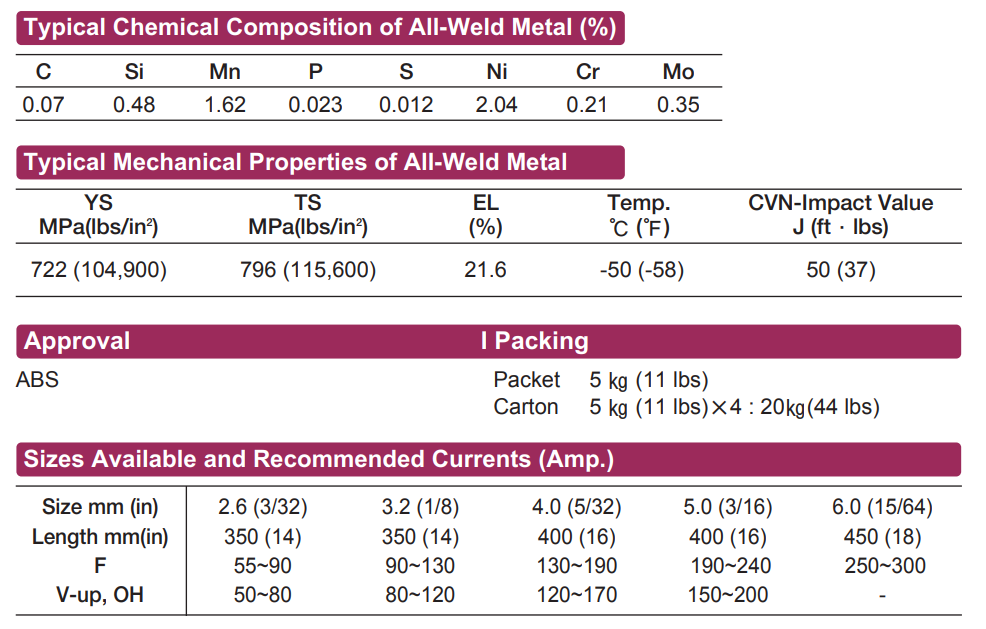
AWS A5.5 / ASME SFA5.5 E11018-M
EN 757 - E62 4 B 4 2
Notes on Usage
Welding Positions:
① Dry the electrodes at 350~400℃(662~752℉) for 60 minutes before use.
② Preheat at 200~300℃(392~572℉).
③ Keep the arc as short as possible.
Applications
AWS A5.5 / ASME SFA5.5 E11018-M can be used for welding of low alloyed high strength steels such as HY-80, HY-90 and HY-100.
Welding Position
Characteristics on Usage
AWS A5.5 / ASME SFA5.5 E11018-M is a low alloy, low hydrogen iron powder type electrode displaying fast, efficient metal transfer. The all-weld metal has a good X-ray performance and excellent tensile strength and impact properties.
Deposition rates are higher than E11016-G electrode types.
Current
AC or DC +