AWS: E7016-H4, E7016-1 H4
Typical Applications
Welding Positions:
• Root pass welding
• Hot, fill and cap pass welding up to X60
• Low hydrogen, vertical up capability on X60 grade pipe
KEYWORDS
AWS: E7016-H4, E7016-1 H4 Mild Steel, Low Hydrogen, Stick (SMAW) Electrode,Tianjin, China.Designed for root pass welding of up to X100 grade pipe
Welding Positions
All except vertical down
FEATURES
• DC- (DCEN) is the recommended polarity for root pass welding on pipe
MECHANICAL PROPERTIES
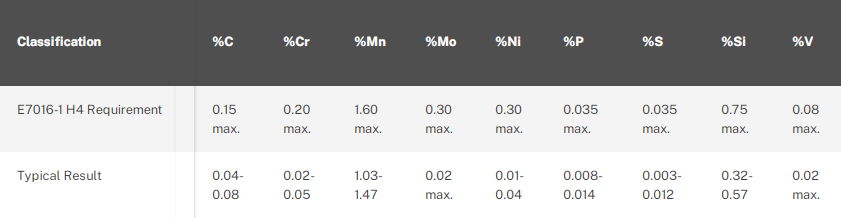
DEPOSIT COMPOSITION
CONFORMANCE
CONFORMANCES SPECIFICATION CLASSIFICATION
AWS AWS A5.1 E7016-1 H4, E7016-H4
ABS AWS A5.1 E7016-H4
CWB AWS A5.1 E4916-H4
TYPICAL OPERATING PROCEDURES
Shielding Gas
Not Applicable
note
⁽¹⁾ Preferred polarity is listed first.
DC- for root pass on pipe; DC± for general welding