AWS: E81T8-G Flux-cored self-shielded (FCAW-S) Wire, Tianjin, China.Has the portability of stick electrode and the productivity of wire. It is capable of producing impact values of 27 J (20 ft·lbf) @ -29°C (-20°F). Recommended for hot, fill and cap pass welding of up to X80 grade pipe.
AWS: E81T8-G
Hot, fill and cap pass welding of up to X80 grade pipe
Warm weather cross country pipe welding applications
Typical Applications
FEATURES
Vertical down hot, fill and cap pass welding of up to X80 grade pipe
Designed to meet 27 J (20 ft-lbf) @ 0°C (32°F) in pipe applications
Designed to accommodate applications requiring Nickel content of 1% max
Excellent operator appeal for pipe applications
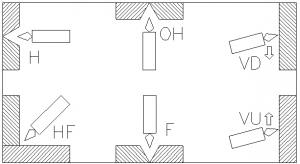
Welding Positions
All except vertical up
Shielding Gas
N/A
CONFORMANCE
CONFORMANCES SPECIFICATION CLASSIFICATION
AWS AWS A5.29 E81T8-G-H8
AWS AWS A5.36 E81T8-A2-K11-H8
AllByProd NACE NACE Applications
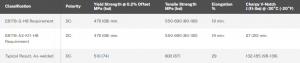
MECHANICAL PROPERTIES
Welding Positions
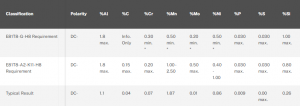
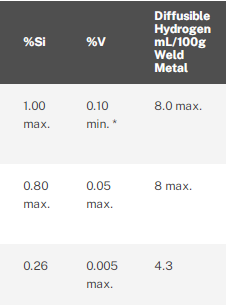
DEPOSIT COMPOSITION
TYPICAL OPERATING PROCEDURES
NOTES
To meet the requirements of a "G" classification, the chemical composition of the weld deposit must meet the minimum requirement for one or more of these elements.
⁽¹⁾ For electrical stickout (ESO) subtract 6.4 mm (1/4 in) from contact tip to work distance (CTWD).