AWS: ER100S-G, ER110S-G MIG (GMAW) Wire, Tianjin, China.is a premium copper coated, low alloy MIG wire designed for use on 100,000 psi (690 MPa) tensile base material.Our premium copper coated, low alloy MIG wire is designed for use on 100,000 psi (690 MPa) tensile base material and those materials that require a minimum yield strength of 82,000 psi (565 MPa).
AWS: ER100S-G, ER110S-G
Typical Applications
• HY-80 base material
• ASTM A514, A543, A724 and A782 quenched and tempered plate
• Various heat input conditions
• Military low alloy applications
Shielding Gas
CONFORMANCE
Welding Positions:
Mixed Shielding Gas
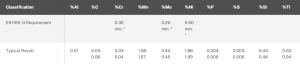
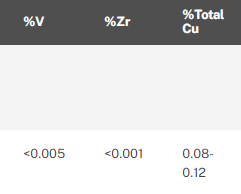
WIRE COMPOSITION
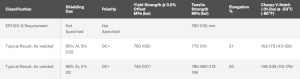
MECHANICAL PROPERTIES
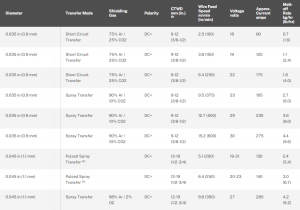
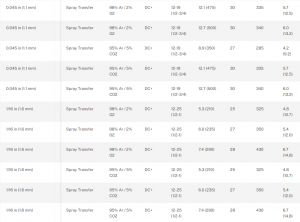
TYPICAL OPERATING PROCEDURES
FEATURES
• Capable of producing welds with 690 MPa (100 ksi) tensile strength
• Excellent for welding quenched and tempered steels and HY-80 base materials
• Supports short-circuiting, globular, axial spray and pulsed spray transfer
• Copper coating provides superior arc-starting characteristics for long contact tip life
CONFORMANCES SPECIFICATION CLASSIFICATION
AWS AWS A5.28 ER100S-G, ER110S-G
ABS ABS - Part 2 4YQ550SA
CWB CWB AWS A5.28 ER69S-G (ER100S-G)
DB ISO 16834-A T 69 5 M21 Mn3Ni1,5Mo
MIL MIL-E-23765/2E MIL-100S-1
MIL T9074-BC-GIB-010/0200 MIL-100S-1
note
To meet the requirements of a "G" classification, the chemical composition of the eletrode must meet the minimum requirement for one or more of
⁽¹⁾ CTWD (Contact Tip to Work Distance). Subtract 1/4 in (6.4 mm) to calculate Electrical Stickout.
⁽²⁾ Procedures in this area are for pulse MIG mode for welding in the vertical up and overhead welding positions. Actual results are dependent on joint, material thickness, as well as wave shape and pulse frequency.