AWS ER70S-6
AWS ER70S-6
A copper-coated, mild steel solid welding wire that is formulated with a high deoxidizer content to provide excellent welding performance with CO2 and argon rich shielding gases. The produces an exceptionally smooth and stable arc with minimal spatter and offers good wetting characteristics that allow for uniform tie-in.
Welding Wire AWS ER70S-6
APPLICATIONS
Single or multiple pass 75 Argon/25 CO2 or CO2
• Pressure vessels
• Pipe, shaft build-up
• Tanks
• Farm implements
• Steel casings
• Auto body, collision repair, thin sheet metal
INDUSTRIES
TYPICAL CHEMICAL VALUES*:
Welding Positions:
CONFORMANCES AND APPROVALS:
• AWS A5.18, ER70S-6
• ASME SFA 5.18, F-6, A-1
Pressure vessels, pipe, shaft build-up, tanks, farm implements, steel castings, auto body, collision repair and very thin sheet metal. Excellent choice when welding with wire feed speeds ranking from very slow to moderately fast.
STORAGE
TYPE OF CURRENT
SHIELDING GAS
RE-DRYING
STANDARD DIAMETERS
Not recommended
100% Carbon Dioxide (CO2), 75-92% Argon (Ar)/Balance Carbon Dioxide (CO2) 25-50 cfh (9-24 l/min)
Product should be stored in a dry, enclosed environment, and in its original intact packaging.
0.024” (0.6 mm), 0.030” (0.8 mm), 0.035” (0.9 mm), 0.045” (1.2 mm)
Direct Current Electrode Positive (DCEP)
TYPICAL CHARPY V-NOTCH IMPACT TEST RESULTS* (As Welded)
TYPICAL MECHANICAL PROPERTIES* (As Welded)
• Maintaining a proper welding procedure - including pre-heat and interpass temperatures - may be critical
depending on the type and thickness of steel being welded.
• For out of position welding, short circuit or pulsed spray transfer modes must be used.
• See Above: The information above was determined by welding using 75% Ar/25% CO2 shielding gas with a flow rate between 25-50 cfh (14-24 l/min).
• Pulse waveforms are designed with nominal operating points that may result in average voltage and current values that differ from the above
table. Generally, pulse processes can be expected to produce lower heat inputs than a standard CV process.
COMMONLY ORDERED PART NUMBERS
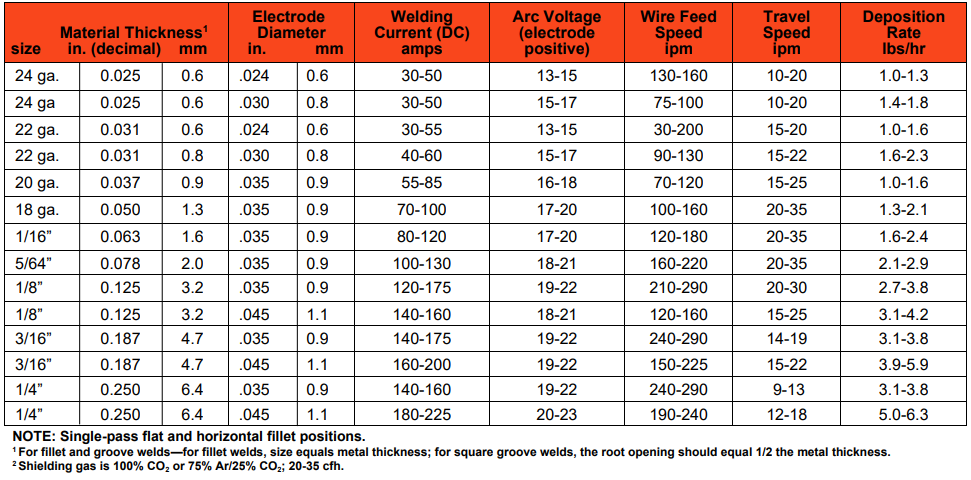
SPRAY TRANSFER WELDING PARAMETERS*
SHORT-CIRCUIT TRANSFER WELDING PARAMETERS*