AWS A5.14: ERNiCrMo-4 welding wire has been developed for welding INCONEL alloy C-276 and other nickel-chromium molybdenum alloys, cladding steel, welding carbon steel to nickel base alloys and stainless steels to nickel alloys. The weld metal is highly corrosion resistant and exhibits excellent resistance against pitting and crevice corrosion as well as high strength and toughness. Excellent properties down to -196°C.
AWS A5.14: ERNiCrMo-4 Submerged arc welding wire
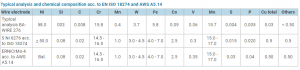
Chemical Composition (%)
Welding Positions:
Diameter
Smooth finish free from surface defects and foreign matter.
Base Materials
1.2 – 2.4 mm; sizes and tolerances acc. to ISO 544 and AWS A5.14.
Classification:
EN ISO 18274: S Ni 6276
SFA 5.14 / AWS A5.14: ERNiCrMo-4
Wire Electrode Surface
Package Forms
INCONEL alloy C-276, ASTM B 574, B 575, B 619, B 622 and B 628 having UNS number N10276.
5 to 9 % Ni steels for cryogenic service.
Suitable fluxes: EN 760: SA AF 2 DC, WP 380
Flux type suitability is strongly dependent on its application. In combination with the wire electrode the most suitable flux should match the requirements of the plate material as closely as possible under the existing welding conditions. Further information can be obtained from the technical flux data sheets.
Coils, spools, drums and spiders as standard package forms for SAW-wire electrodes, different package forms on request.