Argon Arc welding wire(TIG wire) (AWS ER70S-6) has strong resistance to surface scales and oil stains on the base metal. It has low blowhole sensitivity.
It is used to welding carbon steels and 500Mpa high strength steels, used in car, building, ships and bridge. Can also be used for speed welding of sheet and pipes.
Our advantages is stable arc, little spatter, less smoke; higher deposition efficiency; excellent welding performance; easy restrike.
Argon Arc welding wire(TIG wire)
Standard: AWS A5.18 ER70S-6, GB ER50-6, G3Si1 (SG2), DIN SG2, BS A18, JIS YGM12
Diameter: 1.2mm, 1.6mm, 2.0mm, 2.5mm
Length: 0.5m, 1m
Packaging Details: OEM acceptable
5KG/box, 10KG/box
Payment terms: 100% LC at sight or 30% TT in advance balance against copy of BL.
Trade terms: FOB, CFR, CIF, Loading Port: Xingang, Tianjin, China
Delivery Detail: Within 15 days after confirmation
Key words: Argon Arc welding wire, TIG wire, GTAW, TIG,ER70S-6, GB ER50-6, G3Si1, SG2, ER70S-6, DIN SG2, BS A18, JIS YGM12, welding wire
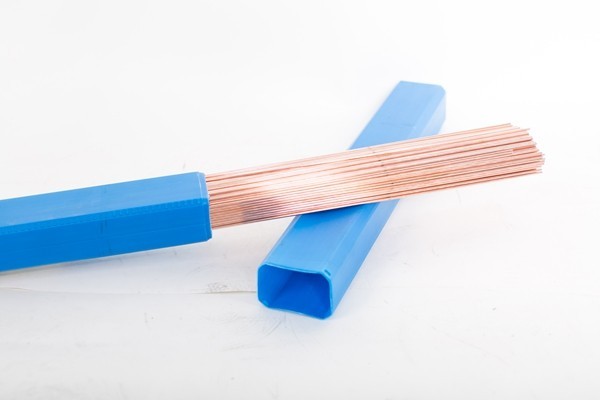
TIG welding wire AWS ER70S-6
Argon Arc Welding Wire
TIG Welding Wire AWS ER70S-6,is a kind of carbon steel argon-arc welding wire. It has excellent plasticity, roughness and crack-resistance; especially in low temperature impact toughness is higher.
TIG welding wire, AWS ER70S-6
Application
Argon Arc Welding Wire AWS ER70S-6 can be widely used for all-position manual tungsten argon arc backing weld and arc welding on pipelines, and both can produce satisfactory welded joints. It can be used for welding carbon steel and some low-alloy steel.
Chemical Composition (%)
Reference Current (DC+)
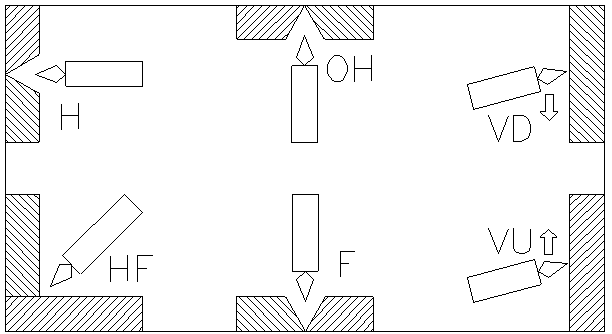
Welding Positions:
Notes:
1. Shielding gas: Adopt pure Argon gas. Recommendation flow rate: 9-14L/min (AMP 100-200A), 14-18L/min (AMP 200-300A).
2. Tungsten extension: 3-5mm, Arc length: 1-3mm.
3. Wind speed limited: ≤1.0m/s.
Argon gas shielding on back side of welding part will get better welding result.
4. Mechanic property and metal anti-cracking ability of the welded metal relative by energy pass value on the wire.
5. The welding should be operated in clean surface without rust, moist, oil contamination and dust.
The above suggestions are for reference purpose. Evaluate and determine the situation of the scene before starting the wielding process.
Mechanical Properties
|
Chemical Composition
|
C
|
Mn
|
Si
|
S
|
P
|
Ni
|
Cr
|
Mo
|
V
|
Cu
|
|
Guarantee Value
|
0.06~0.15
|
1.40~1.85
|
0.80~1.15
|
≦0.025
|
≦0.025
|
≦0.15
|
≦0.15
|
≦0.15
|
≦0.03
|
≦0.50
|
|
General Result
|
0.08
|
1.49
|
0.84
|
0.018
|
0.018
|
0.019
|
0.032
|
0.004
|
0.007
|
0.15
|
|
Test Item
|
Rm(N/mm2)
|
Rel/Rp0.2(N/mm2)
|
A (%)
|
KV2(J)-40℃
|
|
Guarantee Value
|
≧490
|
≧420
|
≧22
|
≧27
|
|
General Result
|
546
|
467
|
27
|
116
|
|
Diameter (mm)
|
Φ1.0
|
Φ1.2
|
Φ1.6
|
Φ2.0
|
Φ2.5
|
Φ3.0
|